

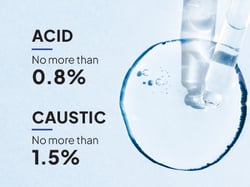
 Any greater level does not provide an increased benefit in terms of cleaning the system; it is purely wasting chemicals. Excess levels will also adversely affect other system parts, such as seals and gaskets.
Any greater level does not provide an increased benefit in terms of cleaning the system; it is purely wasting chemicals. Excess levels will also adversely affect other system parts, such as seals and gaskets. The extent of movement can have a big impact on connector life. Sifters and sieves are one of the most challenging applications for this reason.
The extent of movement can have a big impact on connector life. Sifters and sieves are one of the most challenging applications for this reason.

 Positive pressure
Positive pressure Negative pressure (vacuum)
Negative pressure (vacuum)


- Flexible and strong, ideal for use on sifters, sieves, screeners, feeders etc
- Superior wear resistance - won't tear or rip
It's a common question - and there isn't an easy answer.
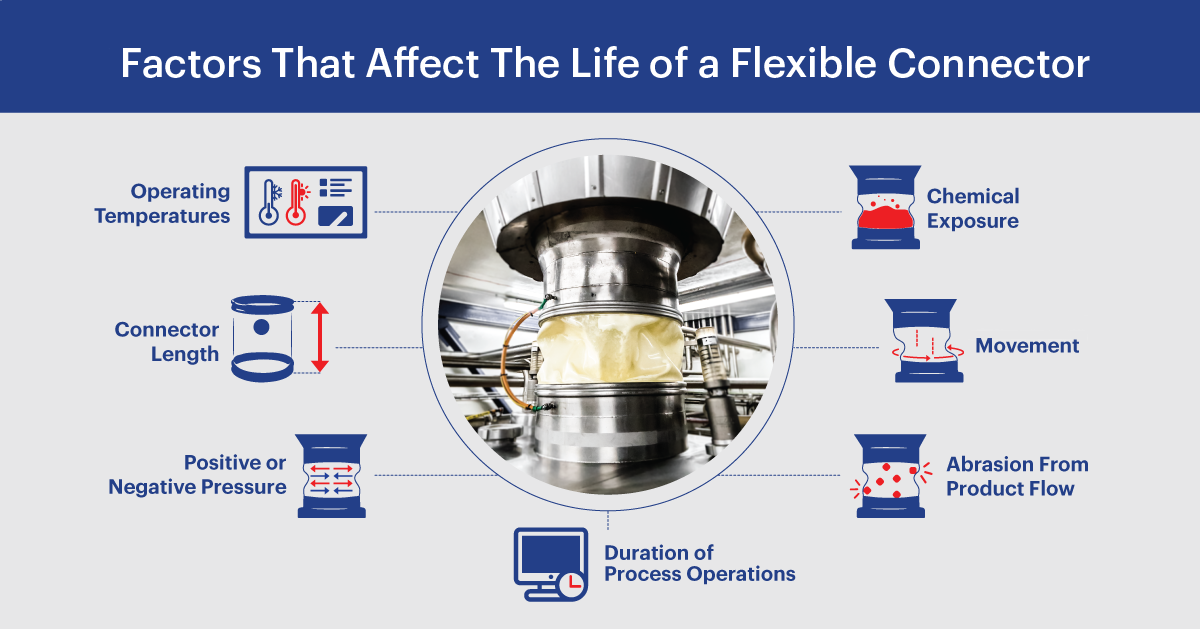
The quality of materials used, and the fastening system will make a significant difference to the life of a connector in most applications. There are also many other important factors like heat, movement and abrasion.
While no one can guarantee how long a connector will last, by correctly installing a quality designed and manufactured product like a BLUEBAND™ flexible connector, you will have a more durable and effective flexible connector solution.
Here we look at the key factors you need to consider when purchasing flexible connectors for your process lines.


